Rod Gate in Clinker Silos: System‑Level Role and Real‑World Case Studies
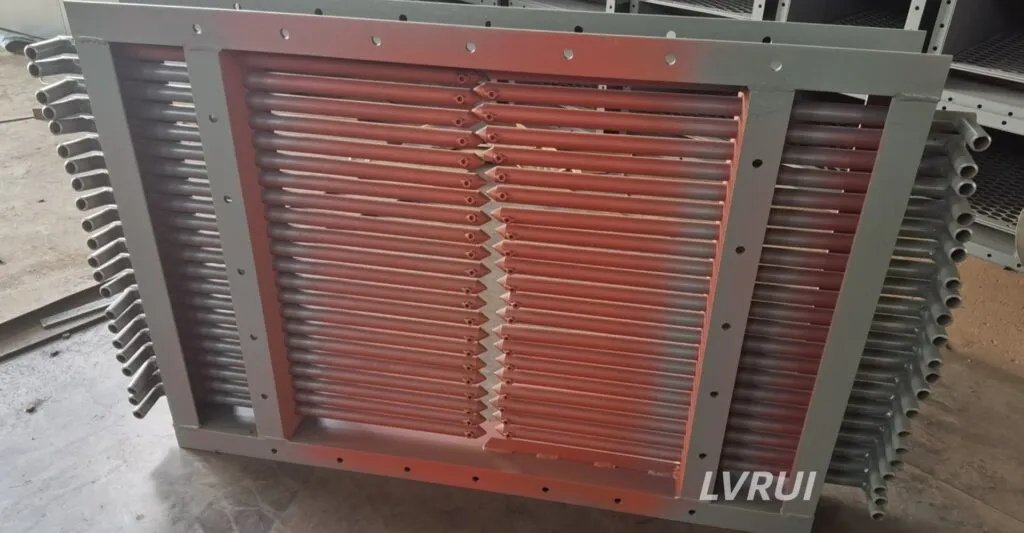
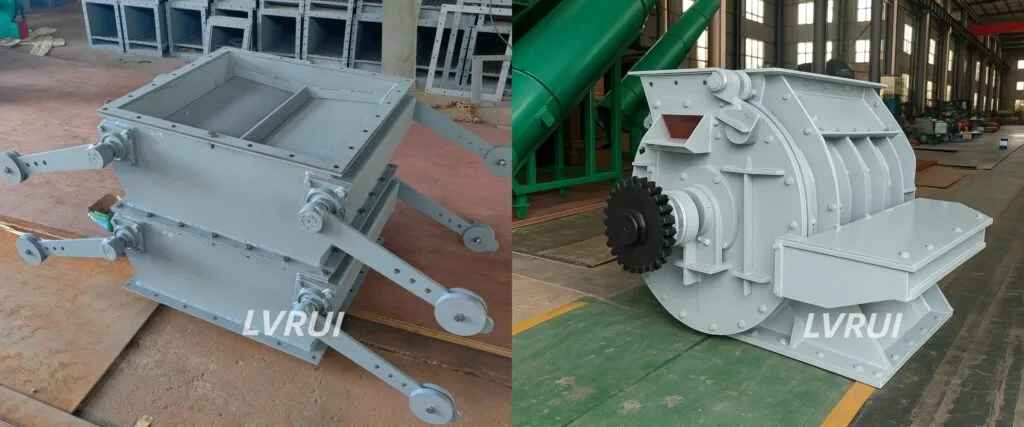
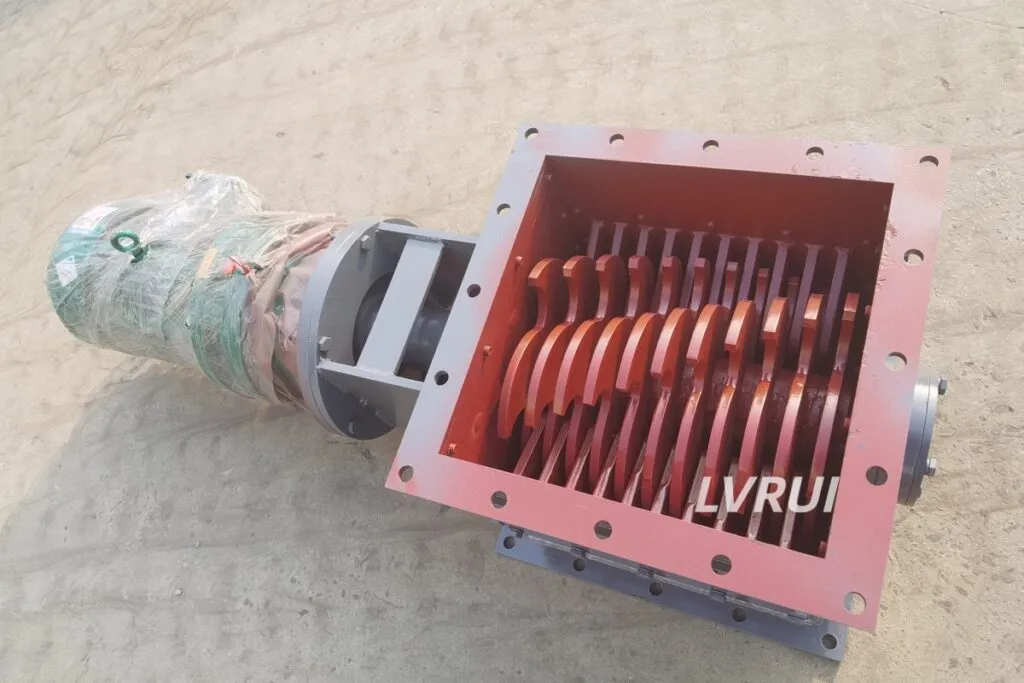
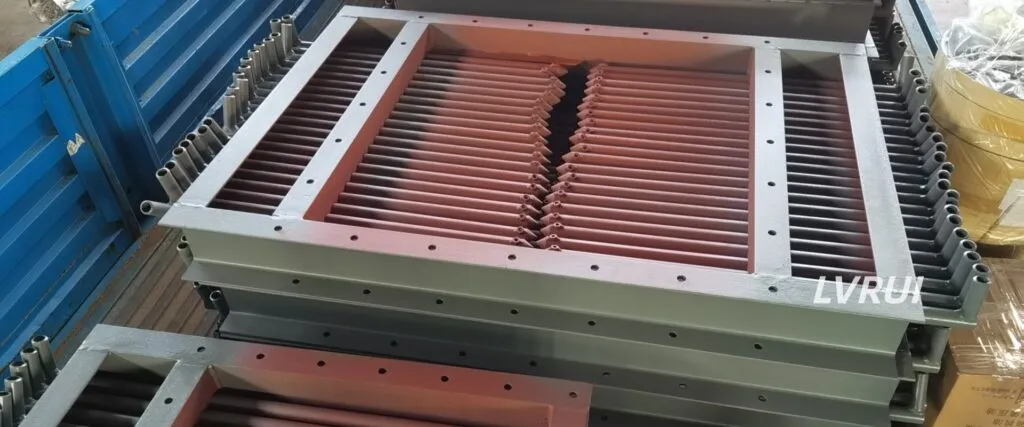
Rod Gates ensure reliable clinker silo discharge, reducing arching and improving bulk handling. This guide covers system-level applications, integration with aeration pads and conveyors, and real cement plant case studies.
Rod Gate in Clinker Silos: System‑Level Role and Real‑World Case Studies Read More »