What Is Cement Silo Bottom Discharge System? Design, Components, and Industry Best Practices
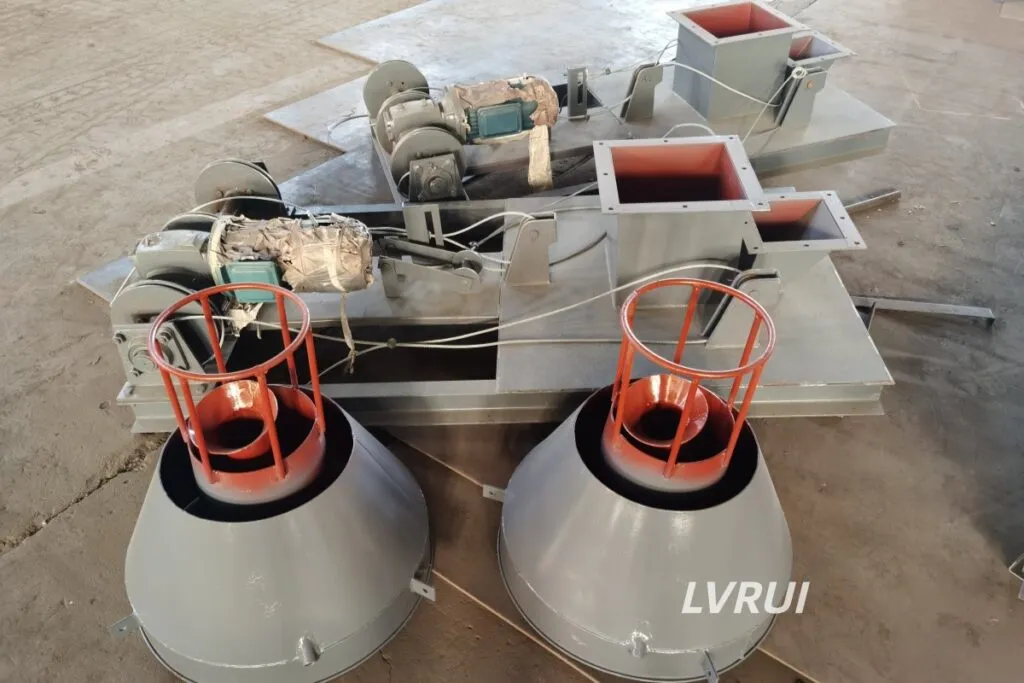
A cement silo bottom discharge system is a critical part of modern bulk material handling in cement plants and powder processing facilities. It directly influences discharge stability, dust control performance, material flow efficiency, and downstream equipment reliability. Poorly designed silo bottom systems often cause arching, rat-holing, uncontrolled surges, and excessive maintenance. This industry-focused article explains what a cement silo bottom discharge system is, how it works, its key components, common operational challenges, and best practices widely adopted in cement plants worldwide. The content is intended for plant engineers, EPC contractors, and bulk material handling professionals seeking reliable and efficient silo discharge solutions.