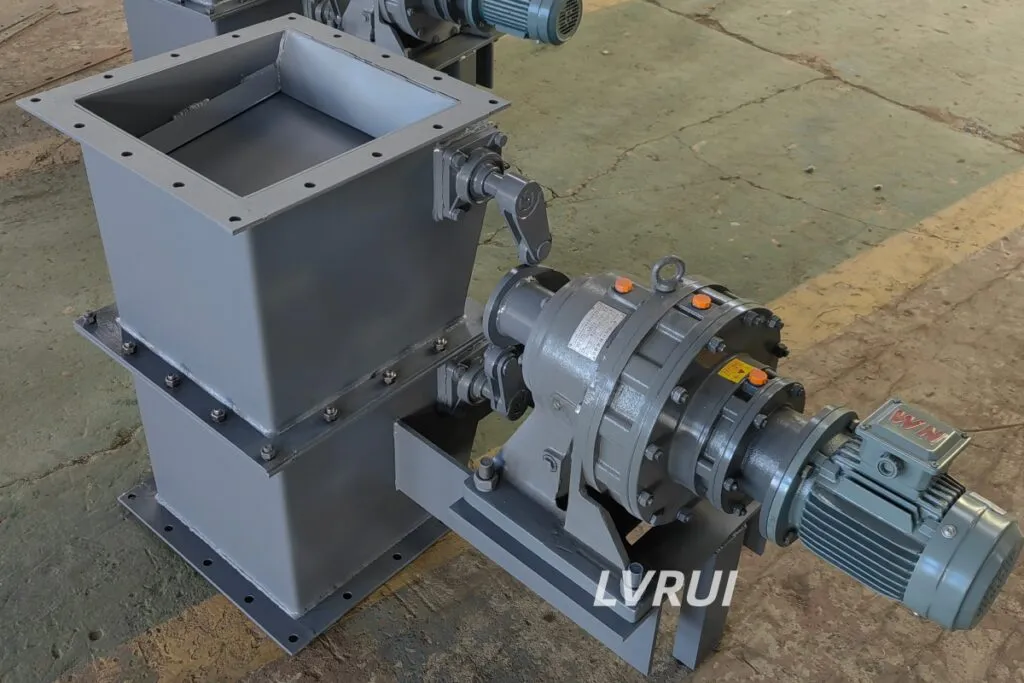
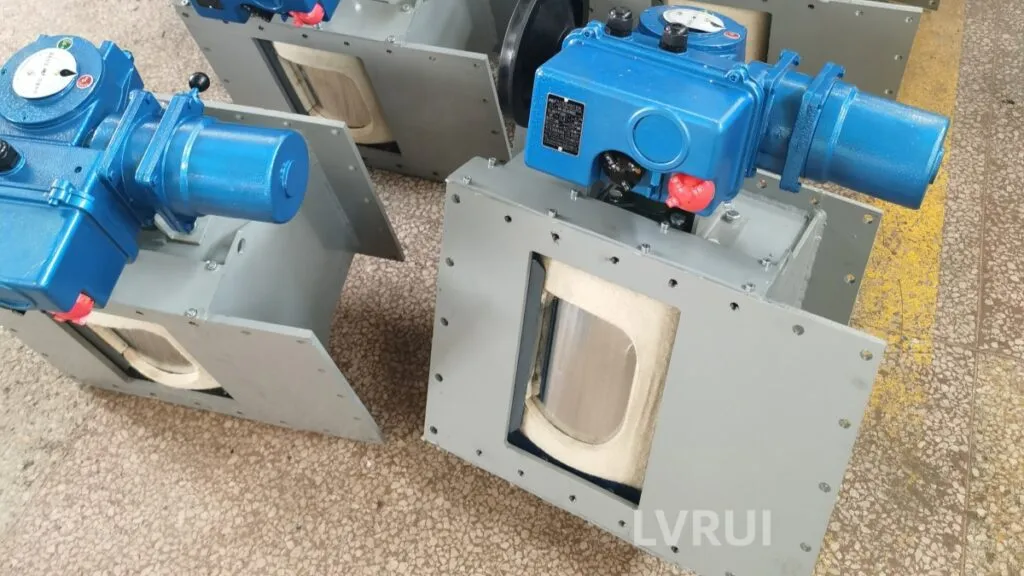
Pneumatic Shut Off Valve for Air Slide Conveyor: Precise Flow Control for Cement & Powder Handling
Pneumatic shut-off valves play a critical role in air slide conveyor systems by providing fast, reliable, and dust-tight material flow control under silos and hoppers. In cement plants and powder handling lines, these valves ensure stable feeding, prevent material leakage, and protect downstream equipment. This article explains the working principle, advantages, selection criteria, and typical applications of pneumatic shut-off valves used with air slide conveyors, helping engineers choose the right solution for efficient bulk material conveying.